Getting More For Less - The 8 Wastes
Where do you go from here? You have cut back on staff, got the best prices on materials, you are energy efficient but you are still under pressure on pricing? This is a common dilemma in business.
There is always room for making substantial improvements however, particularly in the areas of Quality, Cost and Delivery, by taking a fresh look at everything you do in terms of the 8 Wastes.
Associated with Lean Manufacturing the 8 Wastes are:
Travel - excessive movement of product, stock, materials etc
Inventory - too much stock, work in progress (WIP), raw materials or supplies
Motion - unnecessary operative / staff movement
Waiting - idle time between operations or activity
Over Processing - doing more than is required by the customer(s)
Over Production - producing more than is necessary
Defects - errors, poor quality, rework and scrap
Skills - not fully utilising the skills available within the business
The acronym 'TIMWOODS' is used as a means of remembering these wastes.
Identifying waste is a critical task in any business and should be within everyone's role or remit. However, this should be approached with caution as it can result in the creation of a blame culture.
Reducing Waste
Waste identification is a good thing. The ability to identify waste in the business, and to have strategies for dealing with the wastes identified can prove to be very cost effective in terms of the effort involved.
You can use the simple Waste Matrix below to provide an overview of the symptoms of waste which may be present within your organisation and to identify some of the strategies and tools for dealing with them.
Waste reduction needs to be part of an overall improvement strategy, whether you use a Lean approach, Six Sigma tools or any other Continuous Improvement methodology, the objective of any change should be focused upon:
- Reducing Costs
- Improving Quality
- Improving Delivery
These measures are referred to as Q C D



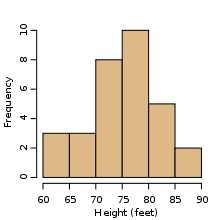 This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.
This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.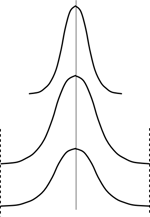

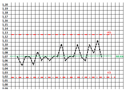 We will be launching a series of articles during the next couple of weeks that aim to provide a foundation understanding of SPC and it's application, this will hopefully help you make an informed choice about whether SPC is the correct tool for you!
We will be launching a series of articles during the next couple of weeks that aim to provide a foundation understanding of SPC and it's application, this will hopefully help you make an informed choice about whether SPC is the correct tool for you!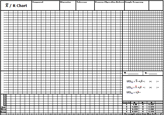 The articles will be broken down into small bite size offerings that can be used for future reference. We will also be making available the relevant resources, including an SPC chart, calculation sheets and a table of constants along with some recommended further reading.
The articles will be broken down into small bite size offerings that can be used for future reference. We will also be making available the relevant resources, including an SPC chart, calculation sheets and a table of constants along with some recommended further reading.