Recommended Reading List - Mental Toughness
 The following books have been recommended for further information on Mental Toughness, we hope you find them useful. Also why not enter our FREE Prize Draw to win a Mental Toughness Assessment for your organisation, use the button on the left.
The following books have been recommended for further information on Mental Toughness, we hope you find them useful. Also why not enter our FREE Prize Draw to win a Mental Toughness Assessment for your organisation, use the button on the left.

Developing Mental Toughness
By: Peter Clough & Doug Strycharcyzk
Publisher: Kogan Page
ISBN-10: 0749473800
ISBN-13: 978-0794973808
This book examines how individuals respond to stress, pressure and challenge. A book for those whose role it is to improve individual and organisational performance, it details the core skills required to address these issues. The focus of the book is on understanding and developing mental toughness from the individual perspective
 Developing Resilient Organisations
Developing Resilient Organisations
By: Doug Strycharcyzk & Charles Elvin
Publisher: Kogan Page
ISBN-10: 0749470097
ISBN-13: 978-0749470098
Much of the fear and uncertainty surrounding the global recession is concerned with the adverse impact it will have on organisations and society. However, recessions are nothing new and we know from experience that when a recession ends, organisations and individuals will emerge who have not only survived but thrived. This book argues that one of the fundamental keys to survival under such circumstances is resilience or mental toughness. It addresses a number of organisational issues; motivation, performance, staff retention, behaviour, trust, attention span and teamwork.
 Leadership Coaching
Leadership Coaching
By: Prof Jonathan Passmore
Publisher: Kogan Page
ISBN-10:0749455322
ISBN-13: 978-0749455323
The book examines the models and techniques used to develop leadership in others through a coaching relationship.By looking at specific models, each contributor reviews the research whihc supports the model and explores how it can be of use in a coaching relationship. The book includes information on two measurement systems - the Mental Toughness Measure (MTQ48) and Integrated Leadership Measure (ILM72) - from AQR.
 Psychometrics in Coaching
Psychometrics in Coaching
By: Prof Jonathan Passmore
Publisher: Kogan Page
ISBN-10: 0749466642
ISBN-13: 978-0749466640
With demand growing for in the coaching profession for psychometric testing, coaches and practitioners need to understand the psychology which underpins the tests and well as selecting and applying them effectively. This book provides an overview of the use of psychometrics and providing feedback, and offers clear explanations of the key models and tools used in coaching today, including MTQ48. It is an essential resource for anyone seeking expert guidance from leading writers in the field, as well as students on psychology, psychometrics, business and human resources programmes.
 Developing Mental Toughness In Young People
Developing Mental Toughness In Young People
By: Doug Strycharczyk & Peter Clough
Publisher: Karnac Books
ISBN-10: 1782200053
ISBN-13: 978-1782200055
This publication describes Mental Toughness in relation to the development of young people, whether in education or in extra-curricular activity. This is particularly important in the context of change and also the challenge of preparing to live and work in a fast-moving and fast changing world. One of societies greatest challenges today is developing young people who are the future generators of wealth, to ensure they are equipped to play a full and productive role in the social and economic of the world they inhabit. Young people must be prepared with the attributes and qualities to deal with this by education and youth work.
If you have any queries please do not hesitate to contact the Results Team on 01371 859 344


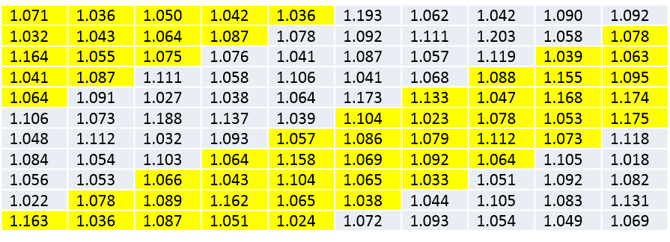








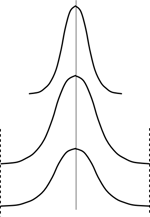
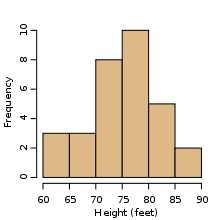 This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.
This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.