Probability And SPC
Welcome to the third article in the 'Explaining SPC' series, written by our Subject Specialist Graham Cripps.
Probability is the statistical method for predicting the chances of a single or series of events actually happening.
For example, if I toss a coin in the air, assuming no other influences are present, I can predict that I will get either heads or tails - two possible outcomes from one event. This can be expressed as:
- The probablity of a head is 1/2
- The probability of a tail is 1/2
If I now consider having two coins that are tossed then the outcome could be the same for each coin. However, if we consider that the outcome we are looking for is all heads, then we can see that the outcomes could be:

We can see that we have four possible outcomes so the probability of one of these is 1/4 (or 1/2 x 1/2).
If we had seven coins, the probability of getting all heads, or any other outcome, would be:
1/2 x 1/2 x 1/2 x 1/2 x 1/2 x 1/2 x 1/2 = 1/128
This is usually written as 27 (2 to the power of 7). In other words, two possible outcomes from seven different coins.
Variation
Variation is present in all things - be it manufacturing a shaft, filling a milk bottle or formulating ink colour, there will be some degree of variation.
There are two types of causes of variation:
- Common Causes
- Special Causes
Common Causes are due to the natural variation, always present in and around a process, under normal running conditions. These will include those coming from man, machine, measurement, materials, equipment, methods and environment (both internal and external environments).
Special Causes are due to a change condition, something has changed in or around the process that is abnormal.
A process that has only common causes present is said to be in control. In other words, the outcome of a process can be predicted within the realms of probability.
SPC can only be applied on a process that is in control as predicting special causes of variation is not feasible.
So let us take a look at how SPC can predict an outcome based upon the output of the process itself.
SPC - Predicting Outcomes
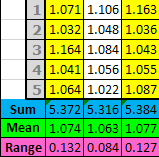
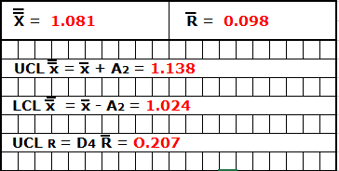
A process has been measured for a few days. The data gathered is based upon a sample size of five taken every hour. The data has been plotted on a histogram and we have calculated the mean of the data (mean of all the means, X-bar), the range and the distribution (the sigma value or σ)
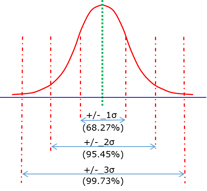 This diagram describes the past process output, based upon the data gathered. If we consider plus or minus three sigma (+ - 3σ), it is a function of a normal distribution that 68.27% falls within the cente third, 95.45% within the centre two thirds and 99.73% within + - 3σ.
This diagram describes the past process output, based upon the data gathered. If we consider plus or minus three sigma (+ - 3σ), it is a function of a normal distribution that 68.27% falls within the cente third, 95.45% within the centre two thirds and 99.73% within + - 3σ.
Only 0.23% of all data falls outside of + - 3σ.
Finally, the data is equally spread about the mean.
These statistical facts form the basis of the application theory of SPC
Let me explain how this works. For any set of sample data from now on (sample of five) we can predict that the data points will follow these patterns.
So the likelihood that seven sets of consecutive samples behave outside of these patterns (i.e. one single outcome repeated from eight possible outcomes) then the probability against would be 1 / 128.
The eight possible outcomes for sub-group values are:
- All above the mean
- All below the mean
- All within the + - 1σ
- All within the + - 2σ
- In one half of the distribution
- All going up
- All going down
- In the outer 1/3 area
We will come back to this again in future articles

As always please let us know if you have any questions or feedback, you can call us on 01371 859 344 or contact by email us on julie.camp@resultsresults.co.uk


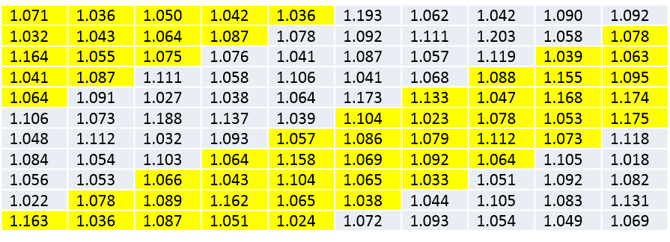








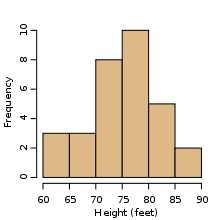 This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.
This diagram shows a typical histogram for a linear set of data. This type of graph is very useful for visualising small or large sets of data points, in terms of the distribution, and can be produced using Microsoft Excel.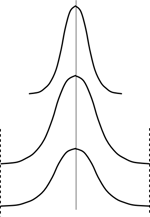

 We will be launching a series of articles during the next couple of weeks that aim to provide a foundation understanding of SPC and it's application, this will hopefully help you make an informed choice about whether SPC is the correct tool for you!
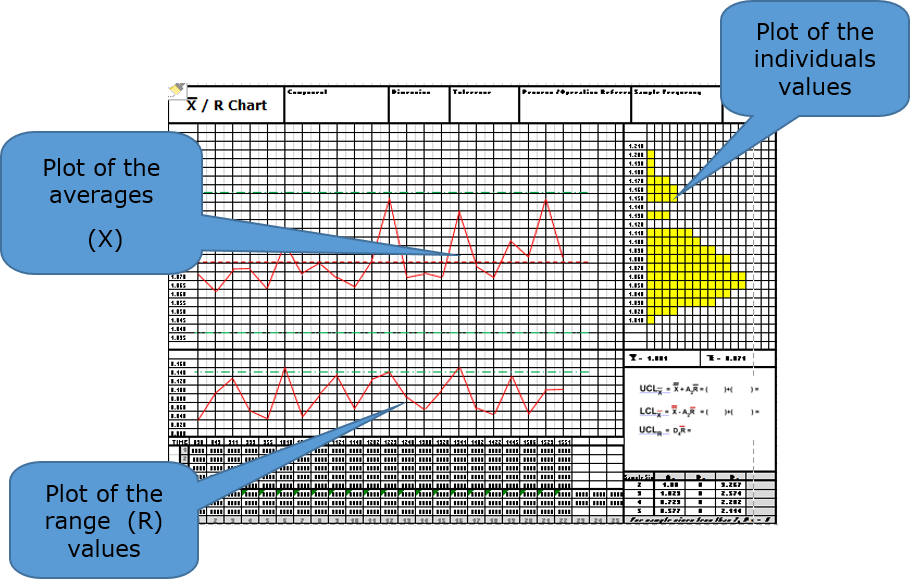
We will be launching a series of articles during the next couple of weeks that aim to provide a foundation understanding of SPC and it's application, this will hopefully help you make an informed choice about whether SPC is the correct tool for you! The articles will be broken down into small bite size offerings that can be used for future reference. We will also be making available the relevant resources, including an SPC chart, calculation sheets and a table of constants along with some recommended further reading.
The articles will be broken down into small bite size offerings that can be used for future reference. We will also be making available the relevant resources, including an SPC chart, calculation sheets and a table of constants along with some recommended further reading.



